
Giới thiệu chung về tủ điều khiển recloser FXB:
- Bộ điều khiển đặt trong tủ thép kín, chịu được thời tiết môi trường.
- Nguồn điện sơ cấp 120 hoặc 240VAC, nguồn này được chỉnh lưu nạp vào acquy và bộ chuyển đổi DC/DC cung cấp điện áp phù hợp cho tủ điều khiển.
- Tủ được trang bị một bộ acquy chì 24VDC - 2.5Ah để duy trì mọi hoạt động của tủ điều khiển trong 48h khi nguồn AC bị mất.
Mặt giao diện của tủ điều khiển FXB:
01 màn hình tinh thể lỏng, các phím bấm nhanh, các đèn hiển thị và phím khóa hoặc mở các chức năng đặc biệt của tủ điều khiển;
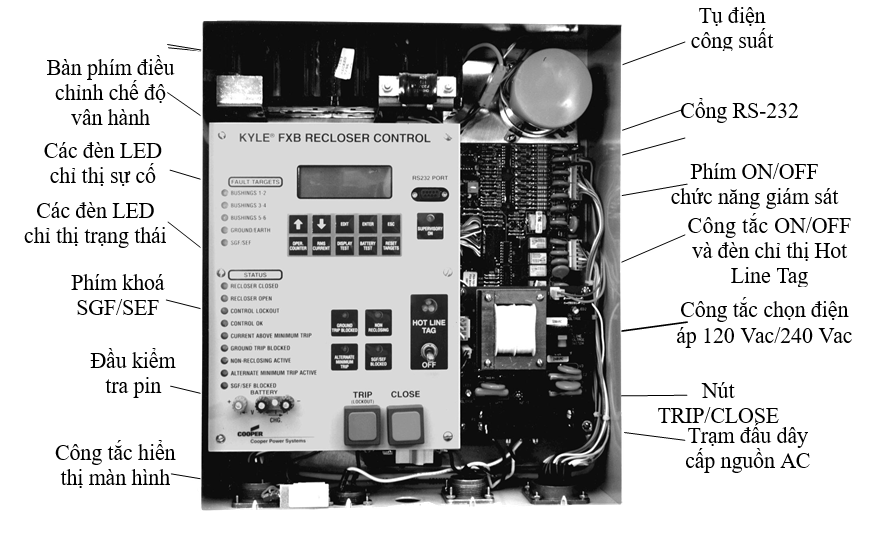
Hình 1: Mặt giao diện của tủ điều khiển FXB và các bộ phận bên trong.
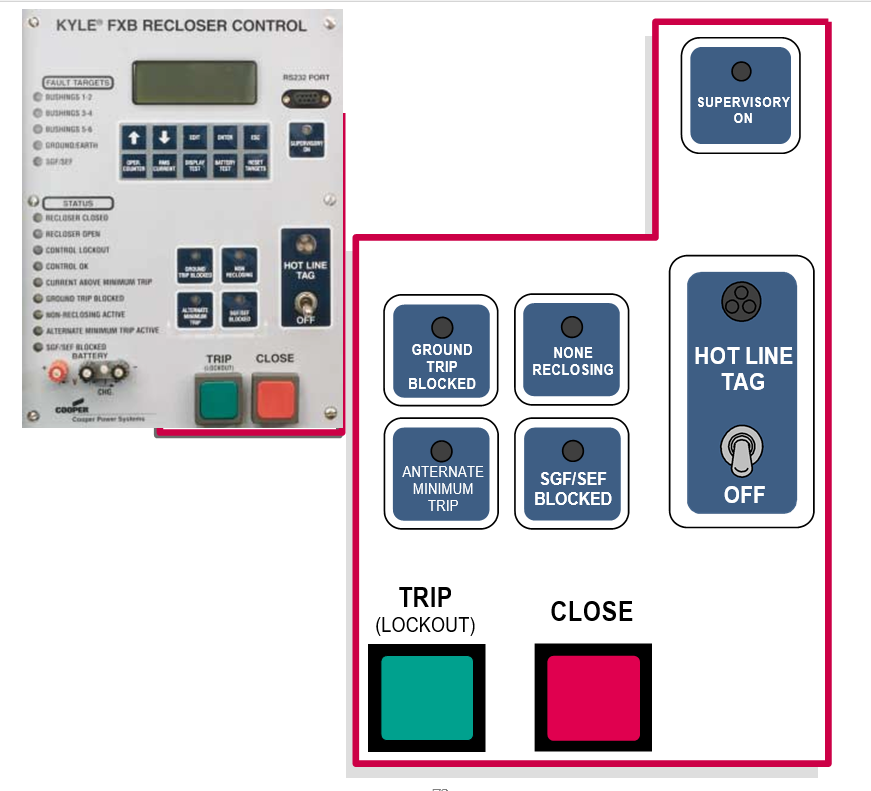
Diễn giải các tính năng của tủ điều khiển:
- HOT LINE TAG/OFF : Khi contact ở vị trí HOT LINE TAG chức năng chỉ thị đường dây có điện được tác động và lúc này mọi thao tác đóng, cắt Recloser từ tủ điều khiển bằng tay hay từ tín hiệu Scada, hoặc từ phần mềm máy tính đều bị khóa.
- GROUND TRIP BLOCKED: Nhấn nút này để khóa chế độ cắt dòng chạm đất tác động. Led chỉ thị tương ứng sẽ sáng khi chọn tính năng này. Khi đó, Recloser không tác động cắt khi có sự cố dòng chạm đất hoặc sự cố dòng chạm đất nhạy.
- ALTERNATE MINIMUM TRIP: Nhấn nút này khi ta muốn Recloser làm việc theo giá trị dự phòng. Khi đó tủ sẽ tự động chuyển qua các giá trị cắt nhỏ nhất dự phòng (ALT MT PH, GRD, SGF) của dòng pha, dòng chạm đất hay dòng đất nhạy. Led chỉ thị tương ứng sẽ sáng khi tính năng này được chọn.
- NON RECLOSING: Khóa chức năng tự đóng lại của Recloser. Led chỉ thị tương ứng sẽ sáng khi tính năng này được chọn.
- SGF/SEF BLOCKED: Khóa chức năng dòng cắt nhạy của Recloser. Led chỉ thị tương ứng sẽ sáng khi tính năng này được chọn.
- SUPERVISORY ON: Chức năng giám sát tác động. Led chỉ thị tương ứng sẽ sáng khi chức năng này được chọn.
- TRIP: Nhấn nút này để cắt máy cắt. Led chỉ thị tương ứng sẽ tác động.
- CLOSE: Nhấn nút này để đóng máy cắt. Led chỉ thị tương ứng sẽ tác động.
- Đèn BUSHINGS 1-2: Đèn này sáng, chỉ thị máy cắt cắt do sự cố pha 1.
- Đèn BUSHINGS 3-4: Đèn này sáng, chỉ thị máy cắt cắt do sự cố pha 2.
- Đèn BUSHINGS 5-6: Đèn này sáng, chỉ thị máy cắt cắt do sự cố pha 3.
- Đèn GROUND EARTH: Đèn này sáng, chỉ thị máy cắt cắt do sự cố chạm đất.
- Đèn SGF/SEF: Đèn này sáng, chỉ thị máy cắt cắt do sự cố dòng đất nhạy.
- CONTROL OK: Chỉ thị tủ điều khiển hoạt động bình thường.
- CONTROL LOCKOUT: Chỉ thị tủ điều khiển đang bị khóa.
- CURRENT ABOVE MINIMUM TRIP: Máy cắt cắt do dòng chỉnh định cắt pha, đất, chạm đất nhạy thấp hơn dòng tải hiện tại;
Các phím bấm nhanh:
- OPER COUNTER: Hiển thị tổng số lần tác động của máy cắt.
- RMS CURRENT: Hiển thị giá trị tức thời dòng pha, đất.
- DISPLAY TEST: Nhấn phím này để kiểm tra sự hiển thị của các Led chỉ thị.
- BATTERY TEST: Nhấn phím này để kiểm tra nguồn pin của tủ điều khiển (OK: tốt, NOT OK: không tốt)
- RESET TARGE: Reset lại việc hiển thị các pha sự cố (nghĩa là Event bị delete)
- EDIT: Chỉnh sửa thông số MENU, giúp người sử dụng thay đổi các thông số cài đặt bằng cách sử dụng các phím mũi tên lên é, xuống ê để tăng hoặc giảm giá trị đó.
- ENTER: Đưa các thông số mới cài đặt vào bộ nhớ. Phím này cũng cho phép người sử dụng tiếp cận các menu con từ menu chính.
ĐỌC DỮ LIỆU
- Configuration – Cấu hình: Phần này chỉ cài đặt một lần khi mới lắp đặt lần đầu tiên, đơn vị quản lý không được phép thay đổi giá trị các thông số. Muốn xem chi tiết nhấn phím ENTER, khi xem xong nhấn phím ESC để trở lại menu chính (Configuration).
- Basic parameters – Các thông số cơ bản: Khi màn hình đang hiển thị Configuration ấn phím mũi tên xuống ê sẽ chuyển sang Basic Parameters và nhấn phím ENTER để truy cập vào các menu con.
- Minimum Trips – Dòng cắt nhỏ nhất:
- NOR MT PH : Dòng cắt nhỏ nhất cài đặt bảo vệ ngắn mạch pha ở chế độ bình thường.
- NOR MT GND: Dòng cắt nhỏ nhất cài đặt bảo vệ chạm đất ở chế độ bình thường.
- NOR MT SGF: Dòng cắt nhỏ nhất cài đặt bảo vệ chạm đất nhạy ở chế độ bình thường. Sau đó nhấn phím mũi tên xuống ê để xem giá trị dòng cắt dự phòng.
- ALT MT PH: Dòng cắt nhỏ nhất cài đặt bảo vệ ngắn mạch pha ở chế độ dự phòng.
- ALT MT GND: Dòng cắt nhỏ nhất cài đặt bảo vệ chạm đất ở chế độ dự phòng.
- ALT MT SGF: Dòng cắt nhỏ nhất chạm đất nhạy ở chế độ dự phòng.
- Sau khi xem xong nhấn phím ESC để trở lại menu chính Minimum Trips.
Operations to lockout – Số lần tác động sau đó khóa lại: sử dụng phím mũi tên xuống để có menu Operations to lockout và nhấn phím ENTER:
- PH OPS L.O: Số lần tác động ở chế độ bảo vệ pha đến lúc máy cắt tự động khóa;
- GND OPS L.O: Số lần tác động ở chế độ bảo vệ chạm đất đến lúc máy cắt tự động khóa;
- SGF OPS L.O: Số lần tác động ở chế độ bảo vệ chạm đất nhạy đến lúc máy cắt tự động khóa. Sau đó nhấn phím ESC để trở lại menu chính Operations to lockout;
Reclose/Reset Time – Thời gian tự đóng lại:
- INTRVL 1: Máy cắt bật lần thứ nhất, sau khoảng thời gian cài đặt này máy cắt sẽ tự động đóng lại.
- INTRVL 2: Máy cắt bật lần thứ hai, sau khoảng thời gian cài đặt này máy cắt sẽ tự động đóng lại.
- INTRVL 3: Máy cắt bật lần thứ ba, sau khoảng thời gian cài đặt này máy cắt sẽ tự động đóng lại.
- ATTEMPTS : Số lần đóng thêm. Nếu một trong ba lần đóng trên mà máy cắt chưa đóng được do nguyên nhân nguồn điện hoặc trạng thái cuộn đóng cắt bên trong máy – không phải là sự cố lưới điện. Trong trường hợp này ta chỉnh định cho máy cắt đóng thêm một số lần nữa tùy theo số lần chỉnh định.
- Retry time: Thời gian qui định cho số lần đóng thêm sau khi đóng không thành công.
- Reset time: Thời gian thực hiện hết một chu trình ghi nhận sự cố;
- Sau khi truy cập xong mục Retry time/Reset time nhấn phím ESC và sử dụng mũi tên xuống ê để truy cập vào mục đường đặc tính quan hệ dòng cắt và thời gian;
Time current Curves: Đặc tính quan hệ dòng cắt và thời gian
- TCC PHASE OPER 1: Chọn đặc tính quan hệ dòng cắt và thời gian ở lần tác động sự cố pha, lần cắt thứ 1.
- TCC PHASE OPER 2: Chọn đặc tính quan hệ dòng cắt và thời gian ở lần tác động sự cố pha, lần cắt thứ 2.
- TCC PHASE OPER 3: Chọn đặc tính quan hệ dòng cắt và thời gian ở lần tác động sự cố pha, lần cắt thứ 3.
- TCC PHASE OPER 4: Chọn đặc tính quan hệ dòng cắt và thời gian ở lần tác động sự cố pha, lần cắt thứ 4.
- TCC PHASE CLPU: Chọn đặc tính quan hệ dòng cắt và thời gian pha theo chế độ Cold Load Pickup.
- TCC GROUND OPER 1: Chọn đặc tính quan hệ dòng cắt và thời gian ở lần tác động chạm đất, lần cắt thứ 1.
- TCC GROUND OPER 2: Chọn đặc tính quan hệ dòng cắt và thời gian ở lần tác động chạm đất, lần cắt thứ 2.
- TCC GROUND OPER 3: Chọn đặc tính quan hệ dòng cắt và thời gian ở lần tác động chạm đất, lần cắt thứ 3.
- TCC GROUND OPER 4: Chọn đặc tính quan hệ dòng cắt và thời gian ở lần tác động chạm đất, lần cắt thứ 4.
- TCC GROUND CLPU: Chọn đặc tính quan hệ dòng cắt và thời gian cắt chạm đất theo chế độ Cold Load Pickup.
- SGF Time: Thời gian bắt đầu tác động chế độ dòng cắt nhạy;
- Sau khi truy cập các thông tin này xong nhấn phím ESC để trở về menu chính và sử dụng các phím mũi tên xuống ê để xem chế độ Cold Load Pickup.
Cold Load Pickup: Chế độ dòng khởi động từ trạng thái tĩnh sang động
- CLPU TIME: Thời gian qui định sau khi máy cắt tác động thực hiện chế độ Cold Load Pickup;
- CLPU MAN CLOSE: Chọn chế độ ON-mở (OFF-tắt) Cold Load Pickup tại tủ điều khiển;
- CLPU COM CLOSE: Chọn chế độ mở ( tắt) Cold Load Pickup trên phần miền máy vi tính;
- CLPU PH OPS LO: Số lần máy cắt hoạt động theo chế độ Cold Load Pickup pha;
- CLPU GND OPS LO: Số lần máy cắt hoạt động theo chế độ Cold Load Pickup cắt chạm đất.
- Sau đó nhấn phím ESC để trở ra menu chính và tiếp tục nhấn phím ESC để trở lại menu ban đầu khi mở máy, sử dụng phím mũi tên xuống ê để xem các thông số cao cấp (Advanced Parameters ).
Advanced Parameters – Các thông số nâng cao
Nhấn phím Enter để vào các thư mục con:
High Current Lockout: Khóa máy cắt khi dòng sự cố cao;
Nhấn Enter để vào thư mục con bên trong:
- HCLO GND: Chọn chế độ ON/OFF, máy cắt sẽ tự động khóa chức năng tự đóng lại khi dòng chạm đất tăng cao;
- HCLO GND MULTI: Hệ số nhân dòng cắt sự cố chạm đất so với dòng chỉnh định cắt chạm đất để máy cắt hoạt động theo chế độ High Current Lockout;
- Sau đó sử dụng phím mũi tên xuống ê để xem tiếp các thông số:
- HCLO GND OP1: Bật hay tắt chế độ khóa máy cắt khi dòng chạm đất cao ở lần tác động thứ nhất.
- HCLO GND OP 2: Bật hay tắt chế độ khóa máy cắt khi dòng chạm đất cao ở lần tác động thứ hai.
- HCLO GND OP 3: Bật hay tắt chế độ khóa máy cắt khi dòng chạm đất cao ở lần tác động thứ ba.
- HCLO GND OP 4: Bật hay tắt chế độ khóa máy cắt khi dòng chạm đất cao ở lần tác động thứ tư.
- Sau đó nhấn mũi tên xuống ê để xem các thông số khác:
- HCLO PHASE: Chọn chế độ ON/OFF, máy cắt sẽ tự động khóa chức năng tự đóng lại khi dòng sự cố pha tăng cao.
- HCLO PHASE MULTI: Hệ số nhân dòng cắt so với dòng chỉnh định cắt pha để máy cắt hoạt động theo chế độ High Current Lockout;
- Sau đó sử dụng phím mũi tên xuống ê để xem tiếp các thông số:
- HCLO PHASE OP1: Bật hay tắt chế độ khóa máy cắt khi dòng pha tăng cao ở lần tác động thứ nhất.
- HCLO PHASE OP 2: Bật hay tắt chế độ khóa máy cắt khi dòng pha tăng cao ở lần tác động thứ hai.
- HCLO GND OP 3: Bật hay tắt chế độ khóa máy cắt khi dòng pha tăng cao ở lần tác động thứ ba.
- HCLO GND OP 4: Bật hay tắt chế độ khóa máy cắt khi dòng pha tăng cao ở lần tác động thứ tư.
Sau đó nhấn phím ESC để trở lại menu chính;
General: Chế độ chung
- MAX SEQ COORD NUM: Số lần phối hợp tuần tự với các Recloser lắp phía sau.
- SEQ COORD: Chọn chế độ phối hợp tuần tự hoạt động.
- GND TRIP PREC: Chọn chế độ ưu tiên cắt dòng chạm đất.
- TARGET RST RCLS: Chọn chế độ reset về các trạng thái ban đầu sau khi có sự cố xảy ra.
- Tiếp tục nhấn các phím mũi tên xuống ê để xem các thông tin khác.
- OPERATION CNTR: Chọn chức năng đếm số lần tác động.
- EVENT RECORDER: Chọn chức năng ghi nhận các thông tin sự cố.
- INTER DUTY MON: Chọn chức năng hiển thị phần trăm còn lại của bề mặt tiếp điểm.
Sau đó nhấn phím ESC để trở lại meunu chính và tiếp tục nhấn phím ESC một lần nữa để trở lại menu ban đầu khi mở máy và sử dụng phím mũi tên xuống để xem các thông số đo đếm;
Interrupter Duty – Các thông số đo đếm:
Nhấn phím mũi tên xuống ê để truy cập vào các menu con:
Interrupter Duty: Số phần trăm bề mặt tiếp điểm làm việc:
- Duty PH 1-2: Số phần trăm bề mặt tiếp điểm pha 1 đã làm việc.
- Duty PH 3-4: Số phần trăm bề mặt tiếp điểm pha 2 đã làm việc.
- Duty PH 5-6: Số phần trăm bề mặt tiếp điểm pha 3 đã làm việc.
Sau khi xem xong nhấn phím ESC để trở lại menu chính và sử dụng phím mũi tên ê để xem giá trị dòng trung điện trung bình qua máy cắt;
RMS Currents: Xem giá trị dòng điện tức thời qua máy cắt:
- RMS GND: Giá trị dòng điện tức thời dây trung hòa.
- RMS PH 1-2: Giá trị dòng điện tức thời pha 1.
- RMS PH 3-4: Giá trị dòng điện tức thời pha 2.
- RMS PH 5-6: Giá trị dòng điện tức thời pha 3.
Demand currents: Xem giá trị dòng điện cung cấp qua máy cắt:
- DEM GND: Giá trị dòng điện cung cấp trên dây trung hòa.
- DEM PH 1-2: Giá trị dòng điện cung cấp trên pha 1.
- DEM PH 3-4: Giá trị dòng điện cung cấp trên pha 2.
- DEM PH 5-6: Giá trị dòng điện cung cấp trên pha 3.
Max. Demand currents: Xem giá trị dòng điện cung cấp cực đại qua máy cắt;
- MAX GND: Giá trị dòng cung cấp cực đại dây trung hòa.
- MAX PH 1-2: Giá trị dòng cung cấp cực đại trên pha 1.
- MAX PH 3-4: Giá trị dòng cung cấp cực đại trên pha 2.
- MAX PH 5-6: Giá trị dòng cung cấp cực đại trên pha 3.
Target Counter (Đếm số lần tác động do biến cố)
- GND TARGETS: Số lần tác động do sự cố dòng chạm đất;
- PH 1-2 TARGETS: Số lần tác động do sự cố pha1.
- PH 3-4 TARGETS: Số lần tác động do sự cố pha 2.
- PH 5-6 TARGETS: Số lần tác động do sự cố pha 3.
State (Trạng thái)
- OPRATIONS : Số lần tác động máy cắt.
- ESLR: Số lần tác động do sự cố kể từ lần Reset sau cùng.
- SEQ POSITION: Vị trí máy cắt hoạt động tuần tự.
Cấu hình đo đếm ( Metering Configuration)
- DEM UP DATE : Thời gian truy cập đo đếm dòng cung cấp.
- PH INTG TIME: Thời gian truy cập đo đếm dòng tức thời pha.
- GND INTG TIME : Thời gian để truy cập đo đếm dòng tức thời của dây trung hòa.
Sau khi xem xong nhấn phím ESC để trở lại menu chính rồi tiếp tục nhấn phím ESC để lại menu ban đầu. Sau đó sử dụng phím mũi tên xuống để xem thông tin biến cố Event Recorder.
Thông tin biến cố ( Event Recorder ): Sau khi sử dụng phím mũi tên xuống để chọn thông tin biến cố và nhấn phím Enter để truy cập vào các menu con.
- Event XXX: Chọn biến cố cần xem.
- CLOSE –VIA CNTRL: Đóng lại bằng các phím nhấn tại tủ điều khiển.
- DATE: Ngày xuất hiện biến cố.
- TIME : Giờ xuất hiện biến cố.
- GROUND : Dòng cắt dây trung hòa.
- PHASE 1-2: Dòng cắt pha 1.
- PHASE 3-4: Dòng cắt pha 2.
- PHASE 5-6: Dòng cắt pha 3.
Chú ý : Đối với tủ điều khiển FXB chỉ lưu lại thông tin của 50 sự kiện gần nhất;
Các bài viết tương tự: